The metallurgical filter can only remove the inclusions that are already in the liquid stream, and only the infusible impurities can be removed through the molten metal filter. The idea of reducing inclusions in castings is as old as casting. In the 1920s and 1930s, a gating system was used to design a slag bag to capture inclusions for ferrous metals with a large difference in density of metallic inclusions. The flat runner is used to increase the ability of the runner to capture inclusions and is effective for oxide film inclusions. The filter element was designed in the 1960s to capture coarse particles. Ceramic foam filters began to be used in industrial applications in the 1970s, mainly aluminum alloys. Since the 1980s, it has been applied in cast iron, and the application in cast steel was later to replace the complicated runner design with a filter with better results.
Metallurgical Filter Filtering Mechanism
The screen filtering mechanism means that the front (inlet) of the filter captures large-size inclusions larger than its opening.
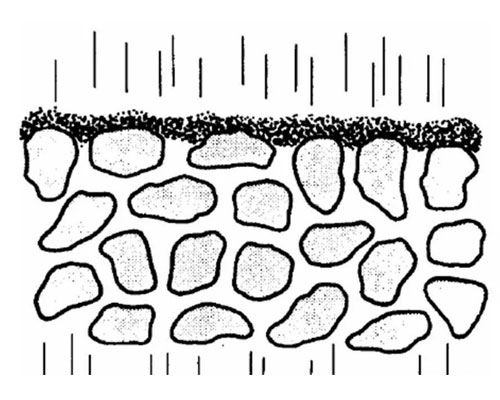
The cake filtering mechanism is formed by the inclusions initially captured on the filter surface. Smaller size inclusions are captured by larger size inclusions.
The deep filtration mechanism is carried out in the entire volume of the filter. The principle is based on the adhesion of inclusions on the wall of the ceramic filter and the mutual adhesion between inclusions.
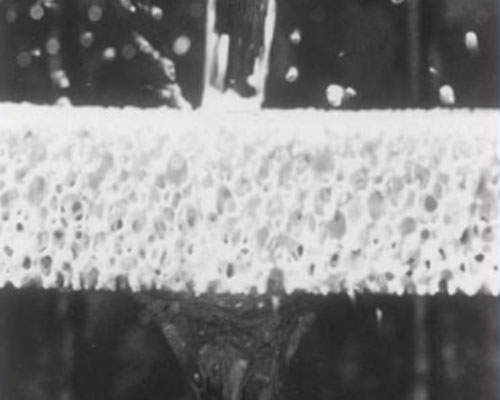
The ceramic foam filter is based on an interconnected pentahedral cell structure system. The foam filter is made by dipping polyurethane foam in a suitable ceramic suspension. After burning off the foam, the frame of the ceramic filter is obtained. Its porosity is determined by the porosity of the foam used. The porosity is evaluated by the number of pores per inch (254mm, defined as ppi (poresper inch, that is, the number of pores per inch). In casting, filters with porosity of 20, 30 and 50 ppi are usually used. PPI value is not The actual value is just a code. The actual PPI value is lower than the marked value.
The flow of metal in the runner is usually turbulent. The turbulence causes the erosion of the profile wall and the oxidation of the metal, resulting in the increase of inclusions and the entrapment of gas. The flow pattern depends on the alloy type, the shape of the gating system, the change of the metal flow direction, and the flow speed. When passing through the filter, the flow becomes calm-turbulent flow turns into laminar flow. After a certain distance, turbulence will reappear, but usually to a lesser degree than before the filter. This is very important for aluminum alloy casting.