
Continuous improvement of product quality requirements: finer particles can be removed to meet high-volume production. Meet the market demand for on-time delivery of a variety of alloy products: convenient for quick conversion of alloys and low floor space requirements. Reduce costs: low volume, minimal metal loss. Molten metal CFF filtration is considered to be the most promising filtration method that can simultaneously meet the above requirements.
The melting and casting shop is facing increasing demands for flexibility. The reason is to reduce the occupation of inventory funds, deliver to customers in time, and order batches in a shorter time. Casting workshops used for long-term mass production must reconsider their production scheduling sequence to maintain high quality and low cost. Equipment flushing has become a major cost contribution. It needs to ensure high-quality equipment with low metal residues. The requirement for flexibility is expected to increase further in the future.
The goal of the future development of molten metal CFF filtration: to remove finer particles, reasonable pressure drop, minimum metal loss, higher filtration efficiency, and more convenient operation.
The ceramic foam filter plate can work in a deep-bed filtration mode, and a filter plate with a fine pore size is required to remove small inclusions. The main challenge is the startup of the filter box.
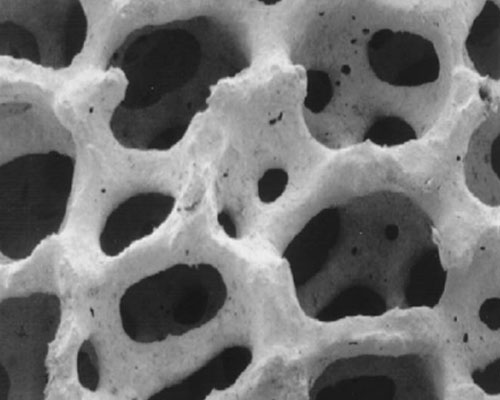
The main challenge is the start-up of these CFF filter boxes, that is, by wetting the entire surface area of the filter plate thickness, so that the flow of metal is typical of commercial CFFs in the size range of 10 to 80 PPI. The most commonly used is 20-40ppi, used in industrial foundries to achieve the expected casting rate and the lowest acceptable filtration efficiency. The 10 to 20ppi filter has poor particle retention, and is often used to filter inclusions generated during melting, standing and transportation, and large particles generated during surface oxidation. With high pores of 60-80ppi Density filters are only used for quality-sensitive applications, such as extrusion and strip products with strict surface requirements.
Pass the filter media evenly. The smaller the aperture, the higher the starting head. Furthermore, the required starter head is higher than the maximum metal level available. In addition, the filter must discharge the molten aluminum by gravity at the end of each casting, which means that it is impossible to reduce the position of the filter plate below a certain level.