Gießspitzen und Düsen werden aus speziellem gesintertem Keramikmaterial durch maschinelle Bearbeitung hergestellt, das für das kontinuierliche Doppelwalzen-Aluminiumbandgießen verwendet wird. Das Material hat eine gute thermische Stabilität. Um sicherzustellen, dass das geschmolzene Aluminium gleichmäßig in seitlicher Richtung des Formhohlraums fließt und die lokale Abkühlgeschwindigkeit der Formoberfläche konstant ist, besteht die Gießspitze aus vakuumgeformtem Silizium-Aluminium-Fasermaterial.
An der Einlaufseite der Gieß- und Walzstraße ist eine Caster Tip zum Bandgießen installiert. Der Hydraulikzylinder treibt die Torplattform zum Gleiten auf dem Schiebesitz an, schiebt das Tor und seine Hilfsteile, um einen bestimmten Sicherheitsabstand zum Walzspalt der Gießanlage einzuhalten, und treibt dann die horizontale und vertikale Verstellvorrichtung des Tors an. Der Servomotor verstellt die Gießdüse auf die Zielposition, und der Servomotor kann jede Seite der Gießdüse bei Bedarf online einzeln verstellen.
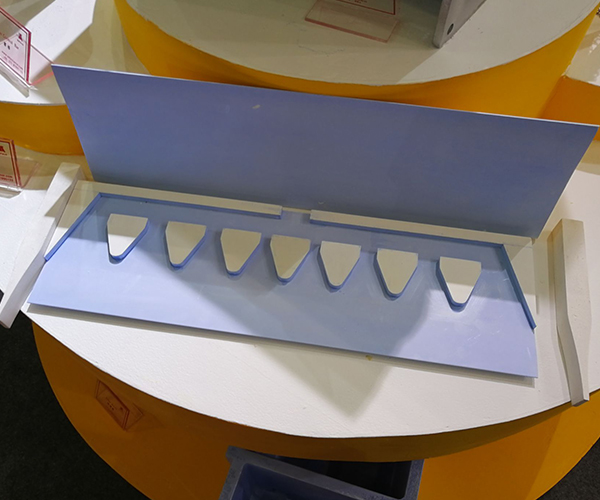
Die weichen und harten Ohren werden mit der Düsenplatte zusammengebaut und zur Kristallformung und Größenkontrolle von Aluminiumplatten, -bändern und -folienrohlingen in der Gieß- und Walzfertigungslinie verwendet.
Die weichen Ohren bestehen aus hochaluminiumhaltiger Faserpappe und Verbundformteilen und die harten Ohren sind mit hochreinen Fasern vakuumfiltriert. Beide werden in einem Ofen gebacken und von Präzisionsgeräten verarbeitet.
Die weichen und harten Ohren werden mit der Düsenplatte zusammengebaut. Hauptsächlich verwendet, um den Innenwiderstand einzustellen und die Formgröße der Aluminiumlegierung zu kontrollieren. Gleichmäßige Kanten ohne Grat können Gussteile bei der Walzfertigung wirksam schützen. Die innere Struktur des gewalzten Coils ist stabil.

Installationsprozess für Gießspitzen und Düsen
1. Befestigen Sie die Gießdüse an der Düsenklemme der Stahlkonstruktion und befestigen Sie dann die Düsenklemme an der Düsenplattform. Das Ein- und Ausfahren der Düsenplattform sowie die Verstellung der Auf- und Ab-Positionen können gleichzeitig oder getrennt erfolgen.
2. Wenn die vertikale Platte den Walzenspalt schwenkt, stellen Sie zuerst die horizontale Einstellschraube der Gießöffnungsplattform auf den maximalen Hub ein, und dann treibt der Ölzylinder die Gießöffnungsplattform an, um sich mit einer höheren Geschwindigkeit in Richtung des Walzenspalts zu bewegen. Wenn das vordere Ende der Gießöffnung von der Mittellinie der Rolle entfernt ist Bei 120 mm drückt die Prallplatte der Gießöffnungsplattform auf die obere Platte des Schneckenförderers, und dann fährt der Servomotor die Gießöffnungsplattform langsam an nähern Sie sich der Walze, um die Gießdüse auf die Zielposition einzustellen.
3. Wenn das Gießwalzwerk stoppt, um die Walzen zu wechseln, fährt der Ölzylinder die Gießdüsenplattform zurück zur hinteren Begrenzung, und das Erfassungssignal des hinteren Begrenzungsschalters wird als Walzenwechselbedingung verwendet.